



Titleist Plant #4
เรียบเรียงโดย เฉลิมวงศ์ บวรกีรติขจร
26 Mar 2017
- Shares:

ลูกกอล์ฟ Titleist เป็นแบรนด์ที่ได้รับการยอมรับว่าเป็นลูกกอล์ฟอันดับหนึ่งของโลก จากเปอร์เซ็นต์การใช้งานของโปรในทัวร์ เปอร์เซ็นต์ที่โปรกอล์ฟ หรือ นักกอล์ฟสมัครเล่นมือดีทั่วโลกชนะการแข่งขันในแต่ละสัปดาห์
ความนิยมของลูกกอล์ฟแบรนด์ Titleist มากจน โรงงานผลิตลูกกอล์ฟในอเมริกา ผลิตลูกกอล์ฟไม่ทัน โดยเฉพาะลูกกอล์ฟ 2 รุ่นชั้นนำคือ PRO V1 และ PRO V1X จนต้องเพิ่มโรงงานผลิตขึ้นอีก 1 โรง ซึ่งโรงงานนั้น ตั้งอยู่ในประเทศไทยนี่เองครับ
เมื่อ 2 เดือนก่อนผมมีโอกาสได้ไปดูโรงงานผลิต PRO V1 และ PRO V1x ซึ่งตั้งอยู่แถวๆ ชลบุรีใกล้ๆ กรุงเทพนี่เอง การไปดูงานครั้งนี้ เปิดโอกาให้คณะสื่อเรา ดูงานทั้งโรงงาน ทุกไลน์การผลิตแบบใกล้ชิดเกาะติดทุกกระบวนการผลิต
คำถามแรกที่ผมสงสัยคือ ทำไมประเทศไทย ถึงได้เลือกเป็นฐานที่ตั้งผลิตลูกกอล์ฟชั้นนำของโลก
คำถามนี้ผมได้รับคำตอบที่เข้าใจง่ายมากว่า เป็นเพราะบริษัท Acushnet ซึ่งเป็นเจ้าของผลิตภัณฑ์ฟุตจอยด้วย ได้เคยมาสร้างโรงงานผลิตถุงมือฟุตจอยที่ประเทศไทยแล้ว และโรงงานในไทยก็สามารถสร้างและผลิตผลิตภัณฑ์ถุงมือฟุตจอยได้อย่างดีเยี่ยม ได้มาตรฐาน และทำงานได้อย่างราบรื่น ซึ่งเรื่องนี้ผมทราบมาบ้างแล้วว่า โรงงานฟุตจอยที่เมืองไทย เชี่ยวชาญด้านการผลิตถุงมือมาก และยังมีการเสนอแนะคำแนะนำดีๆ ในการพัฒนาคุณภาพการผลิตให้กับต่างชาติอีกหน่อย
ดังนั้นเมื่อลูกกอล์ฟ PRO V1 และ PRO V1X ต้องหาฐานการผลิตใหม่นอกอเมริกา ประเทศไทยจึงถูกเลือกให้มาตั้งโรงงานผลิต 2 ลูกกอล์ฟชั้นนำของโลก และตั้งชื่อโรงงานไว้เก๋ๆ ว่า Titleist Plant #4
การดูงานครั้งนี้โชคดีที่คณะเราได้ดูงาน ไล่เรียงตั้งแต่ขั้นตอนแรกไปจนถึงขั้นตอนสุดท้าย ต่างจากคณะต่างชาติซึ่งอาจต้องดูสลับขั้นตอนกันนิดหน่อย
การผลิตลูกกอล์ฟ PRO V1 หรือ PRO V1X มีขั้นตอนดังต่อไปนี้
1.Core Mixing
การผสมสารเคมีต่างๆ งในถัง เพื่อผลิตแผ่นยางที่ใช้ในการผลิตแกนกลาง Titleist เป็นแบรนด์ที่ผลิตยางสังเคราะห์ที่ใช้ สำหรับทำแกนกลางของลูกกอล์ฟได้เอง ส่วนผสมของวัสดุที่ใช้ในการผลิตแกนกลางของลูกกอล์ฟ แต่ละรุ่นถูกออกแบบส่วนผสมเฉพาะในแต่ละโมเดล ส่วนประกอบทั้งหมดจะถูกนำมาผสมกันเพื่อสร้างแผ่นยางขึ้นมา โดยใช้ความร้อนไม่เกิน 200 องศาฟาเรนไฮต์ แล้วส่งต่อไปที่ไลน์การผลิตอีกที่หนึ่งใกล้ๆ กัน เพื่อเข้าสู่กระบวนการให้ความร้อนบีบอัด และรีดออกมาให้เป็นแท่งยาง ซึ่งแต่ละแท่งจะมีขนาด 40.8-41.8 กรัม หลังผลิตเสร็จ แท่งยางจะวิ่งผ่านสายพาน คนงานจะมีการสุ่มหยิบชั่งทุกๆ 5 นาที ถ้ามีน้ำหนักผิดปกติ ก็จะมีกระบวนการเช็คขั้นตอนการผลิตที่ต้นทางก่อนหน้านั้น


2.การผลิตแกนกลาง (Core Molding)
วัสดุแท่งยางที่เตรียมไว้สำหรับผลิตแกนกลางถูกตัดเป็นชิ้นงานอย่างแม่นยำ เตรียมพร้อมสำหรับเข้าสู่กระบวนการ บีบอัดในแม่พิมพ์รูปแกนกลางทรงกลม โดยบีบอัดด้วยความร้อนสูง ราว 350 องศาฟาเรนไฮต์ อบราว 22 นาที แกนกลางของ PRO V1 และ PRO V1X จะมีสีต่างกัน

ในการอบแกนกลางของ PRO V1 จะทำการอบแกนกลางชั้นนอกให้เป็นหลุมก่อน แล้วค่อยเอาแกนกลางชั้นในวางไว้ในหลุม ก่อนนำมาประกบกันเป็นทรงกลม ใส่เข้าไปในเครื่องอบด้วยความร้อนต่ออีกราว 18 นาที ในกระบวนการนี้จะใช้ความร้อนในการประสานแกนกลางของยางแต่ละชั้นให้ติดกัน
หลังจากได้แกนกลางแล้ว ยังมีการสุ่มตรวจเช็คน้ำหนักของแกนกลางให้อยู่ในค่าที่ได้มาตรฐานการผลิต
3.การขัด และการห่อหุ้มแกนใน (Grinding)
แกนกลางถูกเจียร และขัดให้เรียบ เพื่อให้แกนกลางเป็นรูปทรงกลมที่สมบูรณ์แบบ สมมาตรและสมดุลย์รอบจุดศูนย์กลางของทรงกลม จากนั้นจะถูกนำไปหุ้มด้วย ionomeric แล้วเข้าสู่กระบวนการบีบอัด Compress ใช้อุณหภูมราว 270-300 องศาฟาเรนไฮต์ หลังจากนั้นจะเตรียมพร้อมเข้าสู่กระบวนการผลิตเปลือกนอก ซึ่งใช้ยูรีเทนที่เป็นสิทธิบัตรเฉพาะของ Titleist

4.เปลือกนอกยูรีเทน
ก่อนที่จะเข้าสู่กระบวนการผลิตเปลือกนอกสุด ลูกทรงกลมที่ประกอบไปด้วยแกนกลางและเปลือกชั้นใน จะถูกช็อตผิดด้วยไฟฟ้า เพื่อให้เกิดรูพรุนเล็กๆ ที่ผิว ทำให้เพิ่มการยึดเกาะของยูรีเทนที่ผิว

แม่พิมพ์เหล็กถูกบรรจุด้วยยูรีเทน เพื่อเข้าสู่กระบวนการผลิตเปลือกนอก โดยการผลิตจะหย่อนแกนกลางลงไปในแม่พิมพ์ที่มียูรีเทนนอนก้นอยู่ ด้วยน้ำหนักและปริมตราของแกนกลางจะดันให้ยูรีเทนล้นขึ้นมาจนอยู่ในระดับเลยครึ่งใบมาเล็กน้อย หลังจากนั้น เครื่องจักรก็จะกลับด้านแม่พิมพ์ เพื่อให้ครึ่งใบแรกไปประกบกับครึ่งใบอีกฝั่งหนึ่งที่มียูรีเทนนอนก้นไว้เช่นกัน

ยูรีเทนทำเปลือกเป็นสิทธิบัตรเฉพาะของ Titleist สำหรับลูกกอล์ฟ Pro V1 และ Pro V1x รุ่นปี 2017 มีเปลือกนอกที่เป็นยูรีเทนสูตรใหม่ ที่เป็นอีกหนึ่งสิทธิบัตรเฉพาะของ Titleist มีความนุ่มมากยิ่งขึ้น ทนทานขึ้น และเป็นยูรีเทนแบบเทอร์โมเซ็ท ในการทำเปลือก ลูกกอล์ฟจะถูกทิ้งไว้ให้ค่อยๆ เย็นลงราว 5 ชั่วโมง เพื่อให้วัสดุเซ็ตตัวได้คุณสมบัติตามที่วิศวกรเคมีต้องการ
5.การขัดผิว
การขัดเปลือกเพื่อให้ลูกกอล์ฟมีรูปทรงกลมที่สมมาตรและสมดุลย์ โดยในขั้นตอนการขัดเปลือก จะขัดเอาวัสดุส่วนยูรีเทนส่วนที่เกินทิ้งออกให้หมด เพื่อให้เปลือกเรียบสมบูรณ์

6.การทำ สี
ลูกกอล์ฟถูกวางอยู่บนแท่งปลายแหลม 3 แท่ง ซึ่งจะจับลูกกอล์ฟไว้และหมุนลูกกอล์ฟด้วยความเร็วสูง เพื่อพ่นสีลงไปที่เปลือกลูกกอล์ฟ ความเร็วในการหมุนลูกกอล์ฟ ช่วยทำให้ชั้นของสีที่พ่นลงไปบาง หลังจากผ่านกระบวนการพ่น 2 รอบ ลูกกอล์ฟจะถูก นำ ไปประทับโลโก้ Titleist ตัวเลขและรุ่นของลูกกอล์ฟ โดยตำแหน่งการประทับโลโก้จะอยู่ในตำแหน่งเดิมทุกลูก ซึ่งหลังจากผ่านกระบวนการทั้งหมดแล้ว ก็จะออกมาเป็นลูกกอล์ฟที่มีผิวเงามัน


7.การตรวจสอบคุณภาพ
ลูกกอล์ฟที่ผลิตเสร็จแล้ว ถูกตรวจสอบอย่างเข้มข้นอีกครั้งโดยวิศวกรฝ่ายควบคุมคุณภาพ เพื่อให้แน่ใจว่าไม่มีสิ่งผิดปกติเกิดขึ้นบนลูกกอล์ฟ รวมถึงริ้วรอยต่างๆ ที่อาจเกิดขึ้น ในกระบวนการทำสี

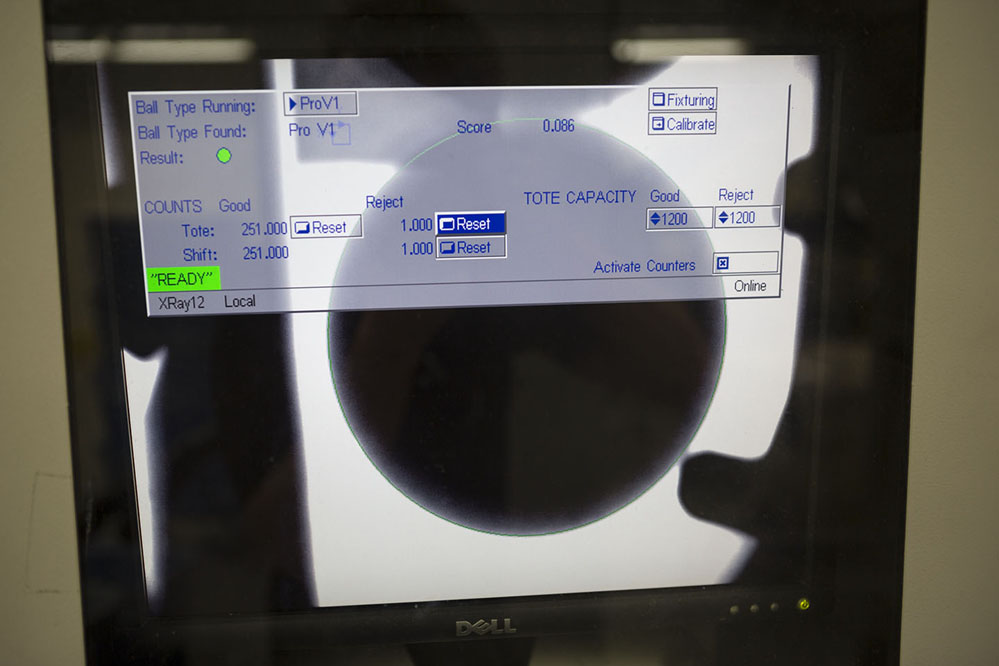
8.เอ็กซเรย์ลูกกอล์ฟ
ลูกกอล์ฟแต่ละลูกจะผ่านกระบวนการ X-Ray และวัดความถูกต้อง ลูกกอล์ฟจะถูกเช็คเพื่อให้มั่นใจว่าลูกกอล์ฟทุกลูกเป็นแบบเดียวกันหมด มาตรฐานเดียวกันหมด ลูกกอล์ฟที่ไม่ผ่านมาตรฐานจะถูกคัดออกมาจากไลน์การผลิต Titleist ใช้กระบวนการ X-Ray ลูกกอล์ฟมาตั้งแต่ปี 1935 และมันยังเป็นกระบวนการที่จำเป็นที่สุดจนถึงปัจจุบัน
ทั้งหมดเป็นกระบวนการผลิต และตรวจสอบอย่างแม่นยำ เพื่อสร้างมาตรฐานลูกกอล์ฟให้แต่ละลูกมีมาตรฐานเดียวกันหมด ก่อนที่จะบรรจุลงบนกล่อง พร้อมสำหรับส่งออกไปขาย ซึ่งทั้งหมดนี้เอง เป็นความลับที่สร้างให้ลูกกอล์ฟ Pro V1 และ Pro V1x เป็นลูกกอล์ฟที่มีมาตรฐานสูง ได้รับความไว้วางใจจากนักกอล์ฟทุกระดับ จนเป็นลูกกอล์ฟอันดับ 1 ของโลกต่อเนื่องมา 17 ปี

เฉลิมวงศ์ บวรกีรติขจร
Chalermwong B.Kajorn
ผู้ดำเนินรายการตอบคำถามอุปกรณ์กอล์ฟ คลื่น FM99 รายการ Golf Trick ทุกวันศุกร์ เวลา 9:00-10:00 น.
ติดตามข้อมูล ความรู้ต่างๆ จากเราได้ที่
https://www.facebook.com/GolferOnlineMag/
https://www.facebook.com/cing8333
https://line.me/R/ti/p/%40golferonline
หรือค้นหาเพื่อนใน line โดยคีย์คำว่า @golferonline
25 / 3 / 2017
Tags : Golf Ball Balls Titleist ลูกดำ ลูกแดง โปรวีวัน โปรวีวันเอ็กซ์ Prov1 Prov1x การผลิตลูกกอล์ฟ







